


vmc1060 কারখানার ধাতু 3 অক্ষ উল্লম্ব সিএনসি মিলিং মেশিন কেন্দ্র
সুবিধা
1. ঐচ্ছিক CNC টার্নটেবল চার-অক্ষ এবং পাঁচ-অক্ষ সমন্বয় সংযোগ প্রক্রিয়াকরণ গঠন করতে পারে।
2. অভ্যন্তরীণ পরিচ্ছন্নতা নিশ্চিত করতে বিছানা কাঠামো সহ ঐচ্ছিক স্বয়ংক্রিয় চিপ অপসারণ ডিভাইস;ঐচ্ছিক টাকু তেল কুলিং, ইত্যাদি
3. উপাদানের অবশিষ্ট স্ট্রেস দূর করতে ঢালাই দুটি বার্ধক্য চিকিত্সার মধ্য দিয়ে যায়।
4. এক্স, ওয়াই, জেড-দিক নির্দেশিকা তাইওয়ানের ভারী-শুল্ক রৈখিক বল গাইডগুলি বেছে নিতে পারে, যার বৈশিষ্ট্যগুলি দ্রুত গতি, উচ্চ দৃঢ়তা এবং আরও অনেক কিছু রয়েছে৷

স্পেসিফিকেশন
| আইটেম | VMC1060 | ||||
| ওয়ার্কটেবলের আকার (দৈর্ঘ্য × প্রস্থ) মিমি | 1300×600 | ||||
| টি স্লট (মিমি) | 5-18×100 | ||||
| ওয়ার্কটেবলে সর্বোচ্চ লোডিং ওজন (কেজি) | 650 | ||||
| এক্স-অক্ষ ভ্রমণ(মিমি) | 1000 | ||||
| Y-অক্ষ ভ্রমণ(মিমি) | 600 | ||||
| Z-অক্ষ ভ্রমণ(মিমি) | 600 | ||||
| টাকু নাক এবং টেবিলের মধ্যে দূরত্ব (মিমি) | 100-700 | ||||
| টাকু কেন্দ্র এবং কলামের মধ্যে দূরত্ব (মিমি) | 667 | ||||
| স্পিন্ডল টেপার | BT40/50 | ||||
| সর্বোচ্চটাকু গতি (আরপিএম) | 8000/10000/12000 | ||||
| স্পিন্ডেল মোটর পাওয়ার (কিলোওয়াট) | 11/15 | ||||
| দ্রুত খাওয়ানোর গতি: X,Y,Z অক্ষ (মি/মিনিট) | 16/16/16 (24/24//24 লাইনার গাইডওয়ে) | ||||
| দ্রুত কাটিয়া গতি (মি/মিনিট) | 10 | ||||
| অবস্থানগত নির্ভুলতা (মিমি) | ±0.005 | ||||
| অবস্থানগত নির্ভুলতা পুনরাবৃত্তি করুন (মিমি) | ±0.003 | ||||
| অটো টুল চেঞ্জার টাইপ | 16 টুল হেড টাইপ টুল চেঞ্জার (ঐচ্ছিক 24 আর্ম টাইপ অটো টুল চেঞ্জার) | ||||
| সর্বোচ্চটুল দৈর্ঘ্য (মিমি) | 300 | ||||
| সর্বোচ্চটুল ব্যাস | Φ80(সংলগ্ন টুল)/φ150(সংলগ্ন টুল নয়) | ||||
| সর্বোচ্চ টুল ওজন (কেজি) | 8 | ||||
| টুল পরিবর্তনের সময় (টুল-টু-টুল) সেকেন্ড | 7 | ||||
| বায়ুচাপ (Mpa) | 0.6 | ||||
| মেশিনের ওজন (কেজি) | 7500 | ||||
| সামগ্রিক আকার (মিমি) | 3340*2800*2700 | ||||
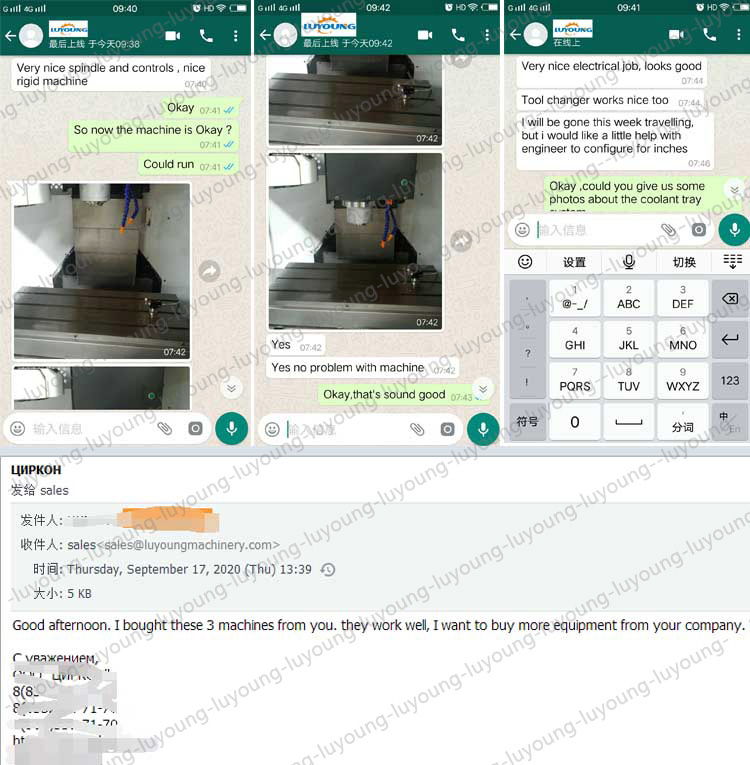
কেন আমাদের নির্বাচন করেছে
আমরা গ্রাহকদের কাছ থেকে অনেক ভাল প্রতিক্রিয়া পাই, উদাহরণস্বরূপ:
খুব সুন্দর টাকু এবং নিয়ন্ত্রণ, চমৎকার অনমনীয় মেশিন।খুব সুন্দর বৈদ্যুতিক কাজ, ভাল দেখায়.
টুল চেঞ্জারও চমৎকার কাজ করে।
আমি আপনার কাছ থেকে 3টি মেশিন কিনেছি।তারা ভাল কাজ করে, আমি আপনার কোম্পানি থেকে আরো সরঞ্জাম কিনতে চাই.
মেশিন টেস্টিং
1. রৈখিক গতি অবস্থান নির্ভুলতা সনাক্তকরণ নো-লোড অবস্থার অধীনে বাহিত করা উচিত, এবং লেজার পরিমাপ প্রাধান্য হবে.
2. রৈখিক গতির পুনরাবৃত্তিমূলক অবস্থান নির্ভুলতা সনাক্তকরণ, সনাক্তকরণের জন্য ব্যবহৃত যন্ত্রটি পজিশনিং নির্ভুলতা সনাক্ত করতে ব্যবহৃত হয়।
3. রৈখিক গতির উত্সের রিটার্ন নির্ভুলতা সনাক্তকরণ।
4. রৈখিক গতির বিপরীত ত্রুটি সনাক্তকরণটি মধ্যবিন্দু এবং স্ট্রোকের উভয় প্রান্তের কাছাকাছি তিনটি অবস্থানে একাধিকবার (সাধারণত 7 বার) পরিমাপ করা হয় এবং প্রতিটি অবস্থানের গড় মান গণনা করা হয়, এবং প্রাপ্ত গড় মানের সর্বাধিক মান। বিপরীত ত্রুটি মান।






